AML stepper motors are used in ultra-high vacuum systems that require in-vacuum object manipulation. They are specifically designed to eliminate trapped volumes and are manufactured using only UHV compatible materials. The motors are assembled using UHV-compatible methods, in a dedicated cleanroom at our factory in the United Kingdom.

All motor components are initially cleaned using UHV compatible processes and are vacuum conditioned at elevated temperatures, before amorphous carbon surface treatments are applied to the stator and rotor.
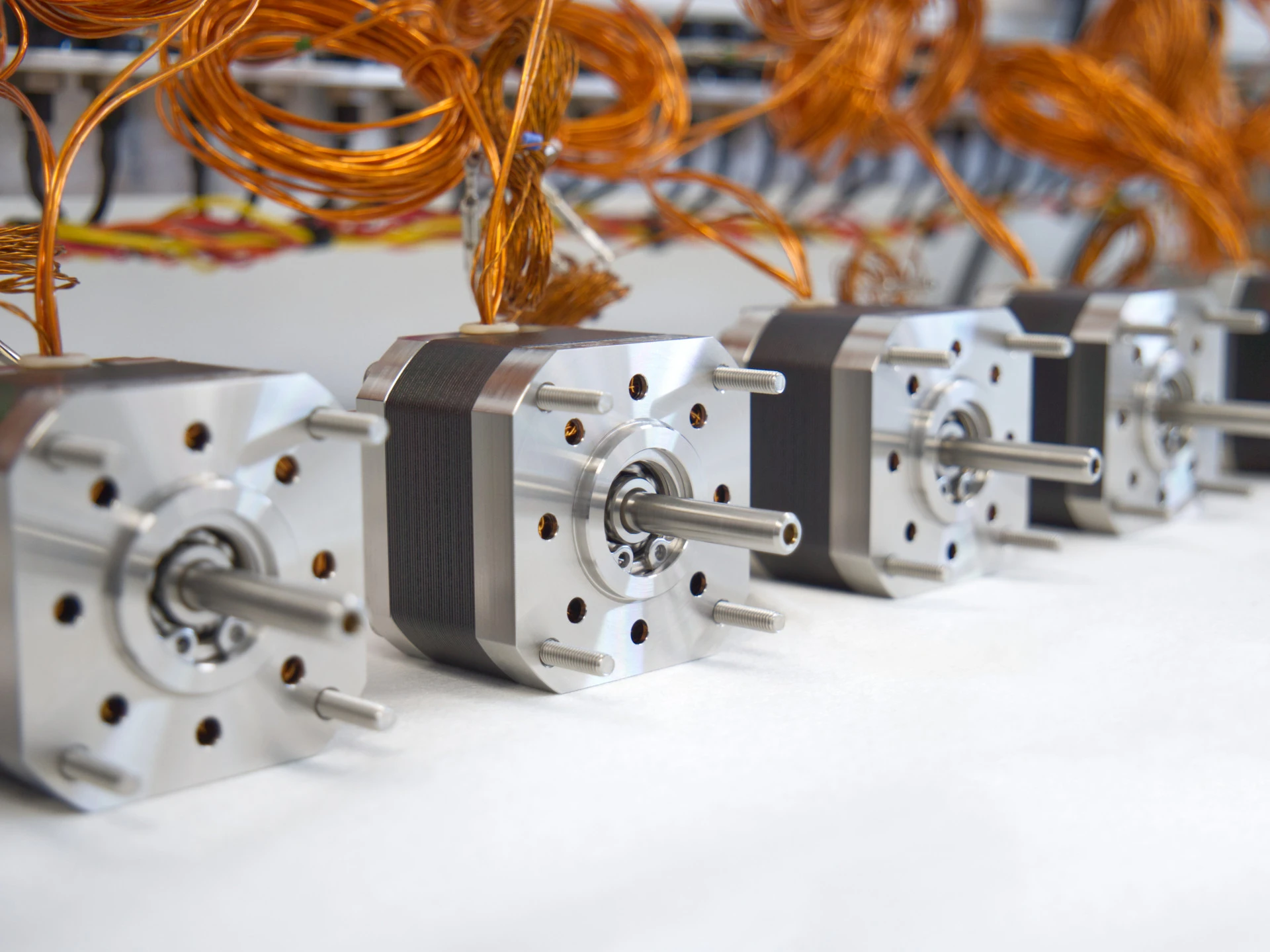
Our stepper motors comprise of the following main components:
- Vented end caps – designed to eliminate virtual leaks caused by trapped volumes
- Open bearings – lubricated with Nyetorr® ultra-low outgassing grease (dry MoS2 option available)
- Silicon steel stator – coated with UHV-compatible coating
- Rare earth magnet rotor – coated with UHV-compatible coating
- Stainless steel shaft (modifications available upon request)

The components are moved to our ISO Class 7 cleanroom for further cleaning, inspection, and processing. This is where the stator is hand-wound with Polyimide enamelled wire and insulators. Polyimide wrapped lead-out wires are attached and a temperature sensor is embedded into the windings; this allows for control of excessive temperature-related outgassing and lessens the chance of over-temperature motor damage.

To ensure consistent performance of all our stepper motors, extensive electrical testing is performed to verify the integrity and properties of the stator windings. For ongoing traceability throughout the manufacturing process, serial numbers are allocated to the motor components from here on.

After the electrical tests, the individual components are hand-assembled using custom jigs that ensure the stator and rotor are precisely aligned; with the necessary pre-load applied to the bearings. The open bearings are lubricated with ultra-low outgassing UHV grease.

It is now that the motor is magnetised, becoming a fully functioning hybrid stepper motor for the first time. All motors are then subjected to a comprehensive series of quality control inspections.
An automated test sequence evaluates the performance characteristics of the motor, allowing us to verify that each motor we manufacture meets our high standards.

The torque characteristics are mapped at several motor drive settings and the insulation and electrical properties are again tested ensuring compliance with our published performance data.

Soak testing is now performed for a minimum of 8 hours, following an automated velocity profile while monitoring and mapping the temperature rise performance.
UHV motors are then vacuum conditioned at 200 °C for a minimum of 24 hours, to ensure they are ready to be implemented into your application.

A second torque test is performed at an elevated temperature to confirm that the motor continues to perform within our specification, before a final inspection and packing. The motor is double vacuum bagged, suitable for cleanroom unpacking.

As with all of AML’s products, our UHV compatible stepper motors undergo a stringent quality assurance process, ensuring that they meet AML’s high standards.
AML offers a range of products specifically designed to work with our high-quality ultra-high vacuum compatible stepper motors, including our stepper motor controller, and our UHV mechanisms.
For more information about our range of stepper motors, please do not hesitate to contact our dedicated team by emailing info@arunmicro.com.